



রাসায়নিক উৎপাদন প্রক্রিয়ায়, চাপ কেবল উৎপাদন প্রক্রিয়ার ভারসাম্য সম্পর্ক এবং বিক্রিয়ার হারকেই প্রভাবিত করে না, বরং সিস্টেমের উপাদান ভারসাম্যের গুরুত্বপূর্ণ পরামিতিগুলিকেও প্রভাবিত করে। শিল্প উৎপাদন প্রক্রিয়ায়, কিছু ক্ষেত্রে বায়ুমণ্ডলীয় চাপের চেয়ে অনেক বেশি উচ্চ চাপের প্রয়োজন হয়, যেমন উচ্চ চাপ পলিথিন। পলিমারাইজেশন 150MPA উচ্চ চাপে করা হয়, এবং কিছু ক্ষেত্রে বায়ুমণ্ডলীয় চাপের চেয়ে অনেক কম নেতিবাচক চাপে করা প্রয়োজন। যেমন তেল শোধনাগারে ভ্যাকুয়াম পাতন। PTA রাসায়নিক প্ল্যান্টের উচ্চ-চাপের বাষ্প চাপ 8.0MPA, এবং অক্সিজেন ফিড চাপ প্রায় 9.0MPAG। চাপ পরিমাপ এত বিস্তৃত যে অপারেটরকে বিভিন্ন চাপ পরিমাপ যন্ত্র ব্যবহারের নিয়মগুলি কঠোরভাবে মেনে চলতে হবে, দৈনন্দিন রক্ষণাবেক্ষণ জোরদার করতে হবে এবং যেকোনো অবহেলা বা অসাবধানতা থাকতে হবে। উচ্চ মানের, উচ্চ ফলন, কম খরচ এবং নিরাপদ উৎপাদনের লক্ষ্য অর্জনে ব্যর্থ হয়ে, এগুলির সকলেরই বিশাল ক্ষতি এবং ক্ষতি হতে পারে।
প্রথম অংশ: চাপ পরিমাপের মৌলিক ধারণা
- মানসিক চাপের সংজ্ঞা
শিল্প উৎপাদনে, সাধারণত চাপ বলা হয় এমন বলকে যা একক ক্ষেত্রের উপর সমানভাবে এবং উল্লম্বভাবে কাজ করে এবং এর আকার বল বহনকারী ক্ষেত্রফল এবং উল্লম্ব বলের আকার দ্বারা নির্ধারিত হয়। গাণিতিকভাবে প্রকাশ করা হয়:
P=F/S যেখানে P হল চাপ, F হল উল্লম্ব বল এবং S হল বলক্ষেত্র
- চাপের একক
ইঞ্জিনিয়ারিং প্রযুক্তিতে, আমার দেশ আন্তর্জাতিক একক ব্যবস্থা (SI) গ্রহণ করে। চাপ গণনার একক হল Pa (Pa), 1Pa হল 1 বর্গমিটার (M2) এলাকার উপর উল্লম্বভাবে এবং সমানভাবে কাজ করে 1 নিউটন (N) বল দ্বারা উৎপন্ন চাপ, যা N/m2 (নিউটন/বর্গমিটার) হিসাবে প্রকাশ করা হয়। Pa ছাড়াও, চাপ একক কিলোপাস্কেল এবং মেগাপাস্কেলও হতে পারে। তাদের মধ্যে রূপান্তর সম্পর্ক হল: 1MPA=103KPA=106PA
বহু বছরের অভ্যাসের কারণে, ইঞ্জিনিয়ারিংয়ে এখনও বায়ুমণ্ডলীয় চাপ ব্যবহার করা হয়। ব্যবহারের ক্ষেত্রে পারস্পরিক রূপান্তরকে সহজতর করার জন্য, বেশ কয়েকটি সাধারণভাবে ব্যবহৃত চাপ পরিমাপ ইউনিটের মধ্যে রূপান্তর সম্পর্কগুলি 2-1 এ তালিকাভুক্ত করা হয়েছে।
| চাপ একক | ইঞ্জিনিয়ারিং পরিবেশ কেজি/সেমি২ | মিমিএইচজি | মিমিএইচ২ও | এটিএম | Pa | বার | ১বি/ইন২ |
| কেজিএফ/সেমি২ | ১ | ০.৭৩×১০৩ | ১০৪ | ০.৯৬৭৮ | ০.৯৯×১০৫ | ০.৯৯×১০৫ | ১৪.২২ |
| এমএমএচজি | ১.৩৬×১০-৩ | ১ | ১৩.৬ | ১.৩২×১০২ | ১.৩৩×১০২ | ১.৩৩×১০-৩ | ১.৯৩×১০-২ |
| মিমিএইচ২ও | ১০-৪ | ০.৭৪×১০-২ | ১ | ০.৯৬×১০-৪ | ০.৯৮×১০ | ০.৯৩×১০-৪ | ১.৪২×১০-৩ |
| এটিএম | ১.০৩ | ৭৬০ | ১.০৩×১০৪ | ১ | ১.০১×১০৫ | ১.০১ | ১৪.৬৯ |
| Pa | ১.০২×১০-৫ | ০.৭৫×১০-২ | ১.০২×১০-২ | ০.৯৮×১০-৫ | ১ | ১×১০-৫ | ১.৪৫×১০-৪ |
| বার | ১.০১৯ | ০.৭৫ | ১.০২×১০৪ | ০.৯৮ | ১×১০৫ | ১ | ১৪.৫০ |
| আইবি/ইন২ | ০.৭০×১০-২ | ৫১.৭২ | ০.৭০×১০৩ | ০.৬৮×১০-২ | ০.৬৮×১০৪ | ০.৬৮×১০-২ | ১ |
- মানসিক চাপ প্রকাশের উপায়
চাপ প্রকাশের তিনটি উপায় আছে: পরম চাপ, গেজ চাপ, ঋণাত্মক চাপ বা ভ্যাকুয়াম।
পরম শূন্য চাপকে পরম শূন্য চাপ বলা হয়, এবং পরম শূন্য চাপের ভিত্তিতে প্রকাশিত চাপকে পরম চাপ বলা হয়।
গেজ চাপ হল বায়ুমণ্ডলীয় চাপের ভিত্তিতে প্রকাশিত চাপ, তাই এটি পরম চাপ থেকে ঠিক এক বায়ুমণ্ডল (0.01Mp) দূরে।
অর্থাৎ: P টেবিল = P একেবারে-P বড় (2-2)
ঋণাত্মক চাপকে প্রায়শই ভ্যাকুয়াম বলা হয়।
সূত্র (২-২) থেকে দেখা যায় যে, যখন পরম চাপ বায়ুমণ্ডলীয় চাপের চেয়ে কম থাকে, তখন ঋণাত্মক চাপ হলো গেজ চাপ।
পরম চাপ, গেজ চাপ, ঋণাত্মক চাপ বা ভ্যাকুয়ামের মধ্যে সম্পর্ক নীচের চিত্রে দেখানো হয়েছে:
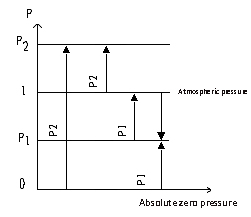
শিল্পে ব্যবহৃত বেশিরভাগ চাপ নির্দেশক মান হল গেজ চাপ, অর্থাৎ, চাপ পরিমাপকের নির্দেশক মান হল পরম চাপ এবং বায়ুমণ্ডলীয় চাপের মধ্যে পার্থক্য, তাই পরম চাপ হল গেজ চাপ এবং বায়ুমণ্ডলীয় চাপের সমষ্টি।
বিভাগ ২ চাপ পরিমাপ যন্ত্রের শ্রেণীবিভাগ
রাসায়নিক উৎপাদনে পরিমাপ করা চাপের পরিসর খুবই বিস্তৃত, এবং বিভিন্ন প্রক্রিয়ার পরিস্থিতিতে প্রতিটির নিজস্ব বৈশিষ্ট্য রয়েছে। এর জন্য বিভিন্ন উৎপাদন প্রয়োজনীয়তা পূরণের জন্য বিভিন্ন কাঠামো এবং বিভিন্ন কাজের নীতি সহ চাপ পরিমাপ যন্ত্রের ব্যবহার প্রয়োজন। বিভিন্ন প্রয়োজনীয়তা।
বিভিন্ন রূপান্তর নীতি অনুসারে, চাপ পরিমাপ যন্ত্রগুলিকে মোটামুটি চারটি বিভাগে ভাগ করা যেতে পারে: তরল কলাম চাপ পরিমাপক; ইলাস্টিক চাপ পরিমাপক; বৈদ্যুতিক চাপ পরিমাপক; পিস্টন চাপ পরিমাপক।
- তরল কলামের চাপ পরিমাপক

তরল কলাম চাপ পরিমাপক যন্ত্রের কাজের নীতি হাইড্রোস্ট্যাটিক্সের নীতির উপর ভিত্তি করে। এই নীতি অনুসারে তৈরি চাপ পরিমাপক যন্ত্রটির গঠন সহজ, ব্যবহারে সুবিধাজনক, পরিমাপের নির্ভুলতা তুলনামূলকভাবে উচ্চ, সস্তা এবং ছোট চাপ পরিমাপ করতে পারে, তাই এটি উৎপাদনে ব্যাপকভাবে ব্যবহৃত হয়।
তরল কলামের চাপ পরিমাপকগুলিকে তাদের বিভিন্ন কাঠামো অনুসারে U-টিউব চাপ পরিমাপক, একক-টিউব চাপ পরিমাপক এবং ঝোঁকযুক্ত নল চাপ পরিমাপক-এ ভাগ করা যেতে পারে।
- ইলাস্টিক চাপ পরিমাপক
রাসায়নিক উৎপাদনে ইলাস্টিক প্রেসার গেজ ব্যাপকভাবে ব্যবহৃত হয় কারণ এর নিম্নলিখিত সুবিধা রয়েছে, যেমন সহজ গঠন। এটি দৃঢ় এবং নির্ভরযোগ্য। এর পরিমাপের বিস্তৃত পরিসর, ব্যবহার করা সহজ, পড়া সহজ, দাম কম এবং পর্যাপ্ত নির্ভুলতা রয়েছে এবং এটি পাঠানো এবং দূরবর্তী নির্দেশাবলী, স্বয়ংক্রিয় রেকর্ডিং ইত্যাদি করা সহজ।
ইলাস্টিক প্রেসার গেজ বিভিন্ন আকারের বিভিন্ন ইলাস্টিক উপাদান ব্যবহার করে তৈরি করা হয় যাতে পরিমাপ করা চাপের অধীনে ইলাস্টিক বিকৃতি তৈরি হয়। ইলাস্টিক সীমার মধ্যে, ইলাস্টিক উপাদানের আউটপুট স্থানচ্যুতি পরিমাপ করা চাপের সাথে একটি রৈখিক সম্পর্কের মধ্যে থাকে। , তাই এর স্কেল অভিন্ন, ইলাস্টিক উপাদানগুলি ভিন্ন, চাপ পরিমাপের পরিসরও ভিন্ন, যেমন ঢেউতোলা ডায়াফ্রাম এবং বেলো উপাদান, সাধারণত নিম্নচাপ এবং নিম্নচাপ পরিমাপের ক্ষেত্রে ব্যবহৃত হয়, একক কয়েল স্প্রিং টিউব (সংক্ষেপে স্প্রিং টিউব) এবং একাধিক কয়েল স্প্রিং টিউব উচ্চ, মাঝারি চাপ বা ভ্যাকুয়াম পরিমাপের জন্য ব্যবহৃত হয়। তাদের মধ্যে, একক-কয়েল স্প্রিং টিউবের চাপ পরিমাপের তুলনামূলকভাবে বিস্তৃত পরিসর রয়েছে, তাই এটি রাসায়নিক উৎপাদনে সর্বাধিক ব্যবহৃত হয়।
- চাপ ট্রান্সমিটার

বর্তমানে, রাসায়নিক কারখানাগুলিতে বৈদ্যুতিক এবং বায়ুসংক্রান্ত চাপ ট্রান্সমিটার ব্যাপকভাবে ব্যবহৃত হয়। এগুলি এমন একটি যন্ত্র যা ক্রমাগত পরিমাপ করা চাপ পরিমাপ করে এবং এটিকে স্ট্যান্ডার্ড সংকেতে (বায়ুচাপ এবং স্রোত) রূপান্তরিত করে। এগুলি দীর্ঘ দূরত্বে প্রেরণ করা যেতে পারে এবং চাপটি কেন্দ্রীয় নিয়ন্ত্রণ কক্ষে নির্দেশিত, রেকর্ড করা বা সামঞ্জস্য করা যেতে পারে। বিভিন্ন পরিমাপের পরিসর অনুসারে এগুলিকে নিম্নচাপ, মাঝারি চাপ, উচ্চচাপ এবং পরম চাপে ভাগ করা যেতে পারে।
বিভাগ ৩ রাসায়নিক উদ্ভিদে চাপ যন্ত্রের ভূমিকা
রাসায়নিক কারখানাগুলিতে, বোর্ডন টিউব প্রেসার গেজ সাধারণত চাপ পরিমাপক যন্ত্রের জন্য ব্যবহৃত হয়। তবে, কাজের প্রয়োজনীয়তা এবং উপাদানের প্রয়োজনীয়তা অনুসারে ডায়াফ্রাম, ঢেউতোলা ডায়াফ্রাম এবং সর্পিল প্রেসার গেজও ব্যবহার করা হয়।
অন-সাইট প্রেসার গেজের নামমাত্র ব্যাস ১০০ মিমি, এবং উপাদানটি স্টেইনলেস স্টিল দিয়ে তৈরি। এটি সমস্ত আবহাওয়ার জন্য উপযুক্ত। ১/২HNPT পজিটিভ কোন জয়েন্ট, সেফটি গ্লাস এবং ভেন্ট মেমব্রেন, অন-সাইট ইঙ্গিত এবং নিয়ন্ত্রণ সহ প্রেসার গেজটি বায়ুসংক্রান্ত। এর নির্ভুলতা পূর্ণ স্কেলের ±০.৫%।
দূরবর্তী সংকেত প্রেরণের জন্য বৈদ্যুতিক চাপ ট্রান্সমিটার ব্যবহার করা হয়। এটি উচ্চ নির্ভুলতা, ভাল কর্মক্ষমতা এবং উচ্চ নির্ভরযোগ্যতা দ্বারা চিহ্নিত। এর নির্ভুলতা পূর্ণ স্কেলের ±0.25%।
অ্যালার্ম বা ইন্টারলক সিস্টেমে একটি প্রেসার সুইচ ব্যবহার করা হয়।
বিভাগ ৪ চাপ পরিমাপক যন্ত্র স্থাপন, ব্যবহার এবং রক্ষণাবেক্ষণ
চাপ পরিমাপের নির্ভুলতা কেবল চাপ পরিমাপকের নির্ভুলতার সাথেই সম্পর্কিত নয়, বরং এটি যুক্তিসঙ্গতভাবে ইনস্টল করা হয়েছে কিনা, এটি সঠিক কিনা এবং এটি কীভাবে ব্যবহার এবং রক্ষণাবেক্ষণ করা হয় তার সাথেও সম্পর্কিত।
- চাপ পরিমাপক যন্ত্র স্থাপন
চাপ পরিমাপক যন্ত্র ইনস্টল করার সময়, নির্বাচিত চাপ পদ্ধতি এবং অবস্থান উপযুক্ত কিনা সেদিকে মনোযোগ দেওয়া উচিত, যা এর পরিষেবা জীবন, পরিমাপের নির্ভুলতা এবং নিয়ন্ত্রণের মানের উপর সরাসরি প্রভাব ফেলে।
চাপ পরিমাপ বিন্দুর জন্য প্রয়োজনীয়তা, উৎপাদন সরঞ্জামে নির্দিষ্ট চাপ পরিমাপের স্থান সঠিকভাবে নির্বাচন করার পাশাপাশি, ইনস্টলেশনের সময়, উৎপাদন সরঞ্জামে ঢোকানো চাপ পাইপের ভেতরের প্রান্ত পৃষ্ঠটি উৎপাদন সরঞ্জামের সংযোগ বিন্দুর ভেতরের প্রাচীরের সাথে সমান রাখতে হবে। স্থির চাপ সঠিকভাবে প্রাপ্ত হয়েছে তা নিশ্চিত করার জন্য কোনও প্রোট্রুশন বা burrs থাকা উচিত নয়।
ইনস্টলেশনের অবস্থানটি পর্যবেক্ষণ করা সহজ, এবং কম্পন এবং উচ্চ তাপমাত্রার প্রভাব এড়াতে চেষ্টা করুন।
বাষ্পের চাপ পরিমাপ করার সময়, উচ্চ-তাপমাত্রার বাষ্প এবং উপাদানগুলির মধ্যে সরাসরি যোগাযোগ রোধ করার জন্য একটি কনডেনসেট পাইপ ইনস্টল করা উচিত এবং একই সাথে পাইপটি অন্তরক করা উচিত। ক্ষয়কারী মাধ্যমের জন্য, নিরপেক্ষ মাধ্যমে ভরা আইসোলেশন ট্যাঙ্কগুলি ইনস্টল করা উচিত। সংক্ষেপে, পরিমাপ করা মাধ্যমের বিভিন্ন বৈশিষ্ট্য (উচ্চ তাপমাত্রা, নিম্ন তাপমাত্রা, ক্ষয়, ময়লা, স্ফটিকীকরণ, বৃষ্টিপাত, সান্দ্রতা ইত্যাদি) অনুসারে, সংশ্লিষ্ট জারা-বিরোধী, হিমায়িত-বিরোধী, ব্লকিং-বিরোধী ব্যবস্থা গ্রহণ করুন। চাপ-গ্রহণকারী পোর্ট এবং চাপ পরিমাপকের মধ্যে একটি শাট-অফ ভালভও ইনস্টল করা উচিত, যাতে চাপ পরিমাপকটি ওভারহল করার সময়, চাপ-গ্রহণকারী পোর্টের কাছে শাট-অফ ভালভ ইনস্টল করা উচিত।
সাইটে যাচাইকরণ এবং ইমপালস টিউবের ঘন ঘন ফ্লাশিংয়ের ক্ষেত্রে, শাট-অফ ভালভটি একটি তিন-মুখী সুইচ হতে পারে।
চাপ নির্দেশকের ধীরতা কমাতে চাপ নির্দেশক ক্যাথেটারটি খুব বেশি লম্বা হওয়া উচিত নয়।
- চাপ পরিমাপক যন্ত্রের ব্যবহার এবং রক্ষণাবেক্ষণ
রাসায়নিক উৎপাদনে, চাপ পরিমাপক যন্ত্রগুলি প্রায়শই পরিমাপক মাধ্যম যেমন ক্ষয়, দৃঢ়ীকরণ, স্ফটিককরণ, সান্দ্রতা, ধুলো, উচ্চ চাপ, উচ্চ তাপমাত্রা এবং তীব্র ওঠানামা দ্বারা প্রভাবিত হয়, যা প্রায়শই গেজের বিভিন্ন ব্যর্থতার কারণ হয়। যন্ত্রের স্বাভাবিক ক্রিয়াকলাপ নিশ্চিত করতে, ব্যর্থতার ঘটনা কমাতে এবং পরিষেবা জীবন বাড়ানোর জন্য, উৎপাদন শুরু করার আগে রক্ষণাবেক্ষণ পরিদর্শন এবং নিয়মিত রক্ষণাবেক্ষণের একটি ভাল কাজ করা প্রয়োজন।
1. উৎপাদন শুরুর আগে রক্ষণাবেক্ষণ এবং পরিদর্শন:
উৎপাদন শুরুর আগে, সাধারণত প্রক্রিয়া সরঞ্জাম, পাইপলাইন ইত্যাদিতে চাপ পরীক্ষার কাজ করা হয়। পরীক্ষার চাপ সাধারণত অপারেটিং চাপের প্রায় 1.5 গুণ বেশি হয়। প্রক্রিয়া চাপ পরীক্ষার সময় যন্ত্রের সাথে সংযুক্ত ভালভটি বন্ধ করে দেওয়া উচিত। চাপ গ্রহণকারী ডিভাইসে ভালভটি খুলুন এবং জয়েন্ট এবং ওয়েল্ডিংয়ে কোনও ফুটো আছে কিনা তা পরীক্ষা করুন। যদি কোনও ফুটো পাওয়া যায়, তবে তা সময়মতো দূর করা উচিত।
চাপ পরীক্ষা সম্পন্ন হওয়ার পর। উৎপাদন শুরু করার প্রস্তুতি নেওয়ার আগে, ইনস্টল করা চাপ পরিমাপকের স্পেসিফিকেশন এবং মডেল প্রক্রিয়াটির জন্য প্রয়োজনীয় পরিমাপক মাধ্যমের চাপের সাথে সামঞ্জস্যপূর্ণ কিনা তা পরীক্ষা করে দেখুন; ক্যালিব্রেটেড গেজের একটি শংসাপত্র আছে কিনা, এবং যদি ত্রুটি থাকে, তবে সেগুলি সময়মতো সংশোধন করা উচিত। তরল চাপ পরিমাপকটি কার্যকরী তরল দিয়ে পূর্ণ করতে হবে এবং শূন্য বিন্দুটি অবশ্যই সংশোধন করতে হবে। বিচ্ছিন্ন ডিভাইস দিয়ে সজ্জিত চাপ পরিমাপকটিতে বিচ্ছিন্ন তরল যোগ করতে হবে।
2. গাড়ি চালানোর সময় চাপ পরিমাপক যন্ত্রের রক্ষণাবেক্ষণ এবং পরিদর্শন:
উৎপাদন শুরুর সময়, স্পন্দিত মাধ্যমের চাপ পরিমাপের সময়, তাৎক্ষণিক আঘাত এবং অতিরিক্ত চাপের কারণে চাপ পরিমাপকের ক্ষতি এড়াতে, ভালভটি ধীরে ধীরে খুলতে হবে এবং অপারেটিং অবস্থা পর্যবেক্ষণ করতে হবে।
বাষ্প বা গরম জল পরিমাপক যন্ত্রের জন্য, চাপ পরিমাপক যন্ত্রের ভালভ খোলার আগে কনডেন্সারটি ঠান্ডা জল দিয়ে পূর্ণ করা উচিত। যন্ত্র বা পাইপলাইনে কোনও লিক পাওয়া গেলে, চাপ গ্রহণকারী যন্ত্রের ভালভটি সময়মতো কেটে ফেলা উচিত এবং তারপরে এটি মোকাবেলা করা উচিত।
৩. চাপ পরিমাপক যন্ত্রের দৈনিক রক্ষণাবেক্ষণ:
মিটার পরিষ্কার রাখার জন্য এবং মিটারের অখণ্ডতা পরীক্ষা করার জন্য, ব্যবহৃত যন্ত্রটি প্রতিদিন নিয়মিত পরিদর্শন করা উচিত। যদি সমস্যাটি পাওয়া যায়, তাহলে সময়মতো তা দূর করুন।
পোস্টের সময়: ডিসেম্বর-১৫-২০২১